chuangzhen@capping-machine.net

CN
chuangzhen@capping-machine.net
CN
塑料盖生产通常介于稳定的工程控制和小工艺波动之间。即使使用相同的设备,产量仍然可能会根据模具条件、材料流动和冷却行为而略有变化。这些微小的变化并不总是来自明显的设计问题。有时它们来自系统不同部分在长生产周期中的响应方式。
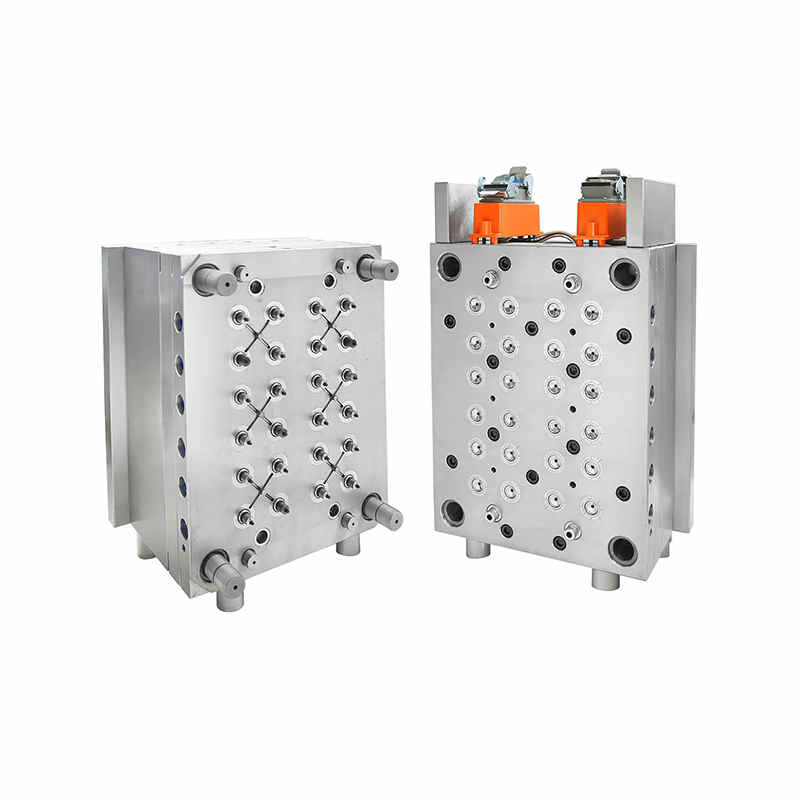
在实际环境中,塑料盖模具的行为通常是根据其运行的安静程度而不是设计看起来的复杂程度来判断的。
在长期生产中,结构稳定性不仅仅与强度有关。更重要的是模具在重复运动后表现的均匀程度。
有些模具保持稳定是因为内力平衡分布良好。其他的在连续循环后开始轻微漂移,即使没有出现明显的损坏。
实践中通常重要的要点:
在某些生产线上,只有当瓶盖在贴合度或感觉上开始出现微小差异时,才会注意到微小的变化。这通常是结构平衡变得可见的地方。
设计的影响并不总是立竿见影的。在许多情况下,效果是在连续生产过程中逐渐显现出来的,而不是在开始时显现出来的。
当流路稍微不均匀时,某些空腔的填充速度会比其他空腔快。这并不总是立即导致缺陷,但在长时间运行后可能会出现变化。
| 设计领域 | 生产中可能发生什么 |
|---|---|
| 流路布局 | 随着时间的推移,一些空腔的表现会有所不同 |
| 冷却布置 | 收缩反应略有差异 |
| 形状平衡 | 在长跑中变化变得更加明显 |
一致性通常不在于设计的完美,而更多在于运行数小时后行为的稳定性。
材料选择通常是在实际生产中而不是理论上来判断的。人们经常考虑的是表面如何响应反复接触以及温度随时间的变化。
有些材料在摩擦下可以更长时间地保持其表面状态。其他的可能保持结构稳定,但慢慢失去表面光滑度。
在实践中,人们常常关注:
塑料盖模具的不同部件并不总是需要相同的材料行为,这种差异通常是有意的而不是偶然的。
在连续成型中,系统内的材料运动会影响每个循环的稳定性。
当流量保持稳定时,型腔的行为往往会更加均匀。当温度或流量时序发生变化时,输出之间可能会出现微小差异。
热流道系统经常被使用,因为它们有助于保持材料移动,而不会在模具体内造成不必要的中断。
在某些设置中,操作员注意到更平稳的循环行为,特别是当多个型腔一起运行时。同时,温度平衡的控制变得更加敏感,需要稳定的监测。
模具内部的冷却在每种情况下的表现并不完全相同。即使布局看起来平衡,散热也可能会略有变化,具体取决于每个循环期间材料在型腔中的位置。
在实际生产中,操作人员注意到的往往不是冷却路径本身,而是缓慢变化的循环节奏。
容易出现的一些情况:
这并不总是一个明显的错误。有时,这只是塑料盖模具内部热行为的缓慢漂移,稍后会变得明显。
螺纹对齐问题通常不会一次性全部显现出来。它们往往是逐渐形成的,尤其是当小的机械变化重复多个周期时。
在某些情况下,帽子一开始看起来仍然正常。只有当安装阻力发生变化或螺纹在使用过程中开始感觉稍微偏离时,问题才会变得更加明显。
可能的来源包括:
在塑料盖模具系统中,对齐很少仅受一个元素的影响。
磨损通常始于运动和压力重复最多的地方。它传播得不均匀,并且在早期阶段常常很容易被忽视。
实践中往往会发生的情况是,一两个接触区域开始略有变化,而系统的其余部分看起来仍然稳定。
| 面积 | 容易发生什么 |
|---|---|
| 核心提示 | 反复螺纹接触导致表面轻微变化 |
| 滑动区 | 随着时间的推移,运动变得不那么顺畅 |
| 弹射区 | 反复释放动作造成的小痕迹 |
| 边缘接触 | 长周期后逐渐修整 |
这些变化是缓慢的。在许多塑料盖模具设置中,它们只能通过产品感觉或贴合行为的微小差异才可见。
表面质量不是由单一设置控制的。它通常来自每个周期中几个条件如何相互作用。
有时表面看起来很长一段时间都很稳定,然后开始出现微小的变化,但没有明确的原因。
经常影响此行为的因素:
| 因素 | 可能的表面效果 |
|---|---|
| 流速 | 表面光滑度略有变化 |
| 冷却平衡 | 光泽或纹理的差异 |
| 压力稳定性 | 均匀度的变化 |
| 物质条件 | 外观略有变化 |
在 塑料瓶盖模具 生产、表面行为通常是小的综合效应的结果,而不是单一调整的结果。
 English
English русский
русский Español
Español عربى
عربى